 |
| January 21, 2014 | Volume 10 Issue 03 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Keeping carbonation bottled up with FEA
Verallia, Saint-Gobain's Packaging Sector, uses Abaqus simulation and Isight automated optimization to help reduce bottle weight while preventing breakage.

When Dom Perignon -- French Benedictine monk, winemaker, and namesake for fine champagne -- was asked to look into why sparkling wine bottles were unexpectedly bursting in the cellars of his abbey in northern France 300 years ago, he decided to investigate the bubbles. Fermentation, it turns out, continued after the beverage was bottled, producing additional carbonation and increasing pressure. By experimenting, so the story goes, Perignon was able to control the refermentation process and reduce breakage and loss of the bottles' precious contents.
Today, research engineers working for Verallia at Saint-Gobain's Research Center, near Paris, take a different tack to ensure there is no breakage: They analyze the bottles, not the bubbly. Xavier Brajer, a mechanical engineer responsible for the 15-person Mechanics of Materials Group in the company's R&D department, leads these efforts. Central to the group's analyses are initiatives -- from the government, wine and beverage industry, and Saint-Gobain itself -- to reduce the quantity of raw materials used in the bottle-making process. "In order to reduce our impact on the environment, we want to minimize the materials and energy used," says Brajer, "and at the same time guarantee that the bottles have mechanical properties that will maximize their lifetime."
Glass bottles are made from four readily available sources: silica or sand, soda ash, limestone, and cullet (recycled glass). Coloring agents are also added, the specific color dependent on the beverage being bottled and the customer's wishes. An average empty 750-ml wine bottle weighs about 500 g (some are as light as 300 g), accounting for about 30 to 40 percent of the bottle's weight when full. A champagne bottle weighs about twice that amount. The sparkling beverage's heavier, thicker-walled container is required because of the pressures produced by its signature carbonation: reported to be as high as 90 lb per square inch or approximately three times that of a typical car tire. While champagne produces the highest gas pressure of any beverage, every carbonated drink -- including hard cider, soda, and other sparkling wines -- creates internal stress on the glass that needs to be considered when designing lighter bottles.
Exploring bottle shape and strength with simulation and optimization
Despite the fact that beverage containers come in an almost unending variety of shapes, sizes, and colors, the profile of a champagne bottle is easily recognizable from across the room. Even the heft of the container is part of its perceived quality. Other bottle shapes are also closely associated with specific beverages or brands. So changing a bottle's shape to reduce weight and materials treads into sensitive territory. Given that, when it comes to making these changes, Brajer and his R&D team consider the subjective aesthetic factors. But they do so while relying on objective engineering tools.
"We start with a CAD model of the bottle shape that has been drawn by Verallia's design department, in agreement with the customer," says Brajer. "Then as we try and reduce the weight of the bottle, we use Abaqus finite element analysis (FEA) to simulate stresses and couple that with Isight software to optimize the geometry so that the container will withstand those stresses without breaking." Saint-Gobain has been using Abaqus, the SIMULIA brand for realistic simulation from Dassault Systemes, for about 15 years, and started using Isight (also from SIMULIA) for automated and integrated simulation process flows about two years ago. "These two software packages link together easily and allow us to run a series of calculations that save time while leading us to the optimized bottle geometry," Brajer adds.
In a recent optimization analysis, the Saint-Gobain research team tested a lightweight design for a hard-cider bottle. Like champagne, this carbonated alcoholic drink creates internal pressure loading that is most likely to rupture the bottle at its weakest point -- the bottom. So while trying to reduce the overall amount of material, it is on this region that Brajer and his team focused their engineering analysis, looking to maintain its mechanical resistance and strength (see sidebar at end of main story).
The team started the pressure analysis by first creating a model of a reference bottle in Abaqus: A 2D model utilizing glass' basic material characteristics was used to take advantage of the bottle's axisymmetric geometry and save computing time (see Figure 1).
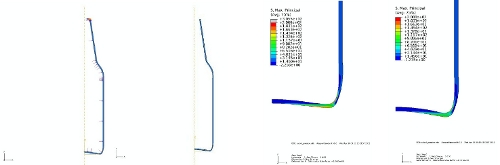
Figure 1. This simulation of internal burst pressure for a hard-cider bottle using Abaqus FEA shows (left to right): geometry generation of the axisymmetric half-bottle model; application of carbonation pressure loading and boundary conditions to model; and two analyses of stress results. In the detailed views of the bottle-bottom profile (right two images), internal pressure loading has been reduced from Max 30 MPa (left detail) in the original bottle to Max 25 MPa in the modified/optimized version (right detail).
They then meshed the model and applied boundary conditions and loads. To optimize the geometric parameters (in this case nine, but sometimes more) that were used to describe the bottle's bottom -- such as internal and external shape, curvature, and a number of different radii -- Abaqus was coupled with Isight. This allowed the team to automate the simulation workflow and systematically make changes in the parameters, calculate stresses for each profile, and ultimately determine minimal stress and optimal bottle shape (see Figure 2). "In the case of the hard-cider bottle, we were able to reduce weight by 10 percent and stress on the critical bottom region by about 17 percent," says Brajer. "In the past, it might have taken us a week to run the 100 simulations needed for this optimization. But now with an iterative looped process, it only takes about an hour."
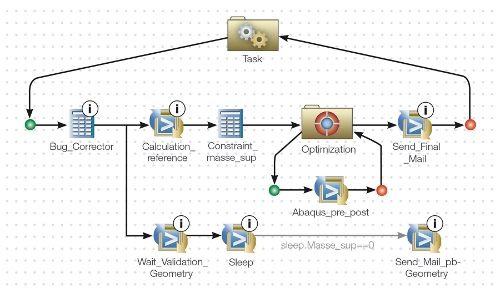
Figure 2. This Isight workflow, with an embedded Abaqus FEA loop, allowed the Verallia design team to systematically optimize bottle shape, making slight changes in the bottle's geometry parameters in each iteration. The automated process shortened analysis time from one week to one hour.
With the help of Verallia's technical teams, physical testing was also utilized to complement simulation. "How we use testing may change in the future," he adds, "because once we have calculations that validate the tests, design engineers will trust the virtual optimization process."
Simulation helps reduce bottle weight
Internal loading pressure is one of the most common causes of breakage for carbonated beverage containers. But it is far from the only one. As bottles move from the glass-making mold to the bottling assembly line and then finally to the store shelf -- whatever the beverage or bottle -- they are filled, capped, stacked, and transported. This subjects them to a variety of loading scenarios including thermal stress (from hot liquids), impact, squeezing, and compression. Basically, the life of a glass bottle can be a precarious one.
Brajer and his team are working to change that fact. So while the pressure analysis was the first optimization study that the engineering team conducted, they intend to use a similar process -- and the same software tools -- to investigate the other ways that bottles break. In future designs, using fewer raw materials will remain of primary importance to the team. That's one of the goals of Verallia R&D.
This design strategy is critically important today given the need to reduce CO2 emissions from manufacturing processes. "Our goal is to use less energy to produce each bottle," Brajer says. "If we reduce raw materials, we reduce the energy needed to process those materials and to melt and form the glass. The amount of CO2 created in the process, in turn, is directly linked to the energy and raw materials usage."
Given the quantities of bottled beverages and food consumed worldwide, the carbon footprint for bottle-making is worth addressing. Verallia, Saint-Gobain's Packaging Sector, is the second largest glass bottle and jar manufacturer in the world -- with a yearly production of roughly 25 billion containers. Given that, it's easy to see how their design strategy to optimize weight could provide significant environmental benefits -- plus champagne bottles that would have made Dom Perignon proud. We can all toast to that.
SIDEBAR
Making and breaking glass bottles

Bottles on the assembly line following the final step in the process.
Unfortunately, glass is impossible to manufacture without tiny defects, even though the glass-making process has had more than 5,000 years for technical advancement. These defects -- such as small scratches or cracks in the surface -- result from contact with objects and a variety of other factors and can cause a weakness in the material. "If you had a bottle without any defects," says Xavier Brajer, lead mechanical and materials engineer at Saint-Gobain Recherche, "glass bottles would be 100 times stronger than they are."
Defects in the glass cause bottles to break according to statistically regular patterns. "If you take 20 bottles and apply a consistent pressure, some will break at 10 Bars, some at 20, and some at 30," says Brajer. "It is regular and can be calculated because the defects obey statistics."
Since the behavior of defects can be predicted by probability, Brajer and his engineering team use Abaqus FEA and Isight to help calculate stresses against rates of failure, while also striving to minimize the amounts of raw materials used in the company's eco-designed line of containers. "Our goal is to find the lightest bottle that will withstand a statistically accepted maximum level of stress," says Brajer.
Source: Dassault Systemes, SIMULIA
Published January 2014
Rate this article
View our terms of use and privacy policy